
PolyPlus PLA、Aspectek PLA、WINBO PLAの比較を行って見た。
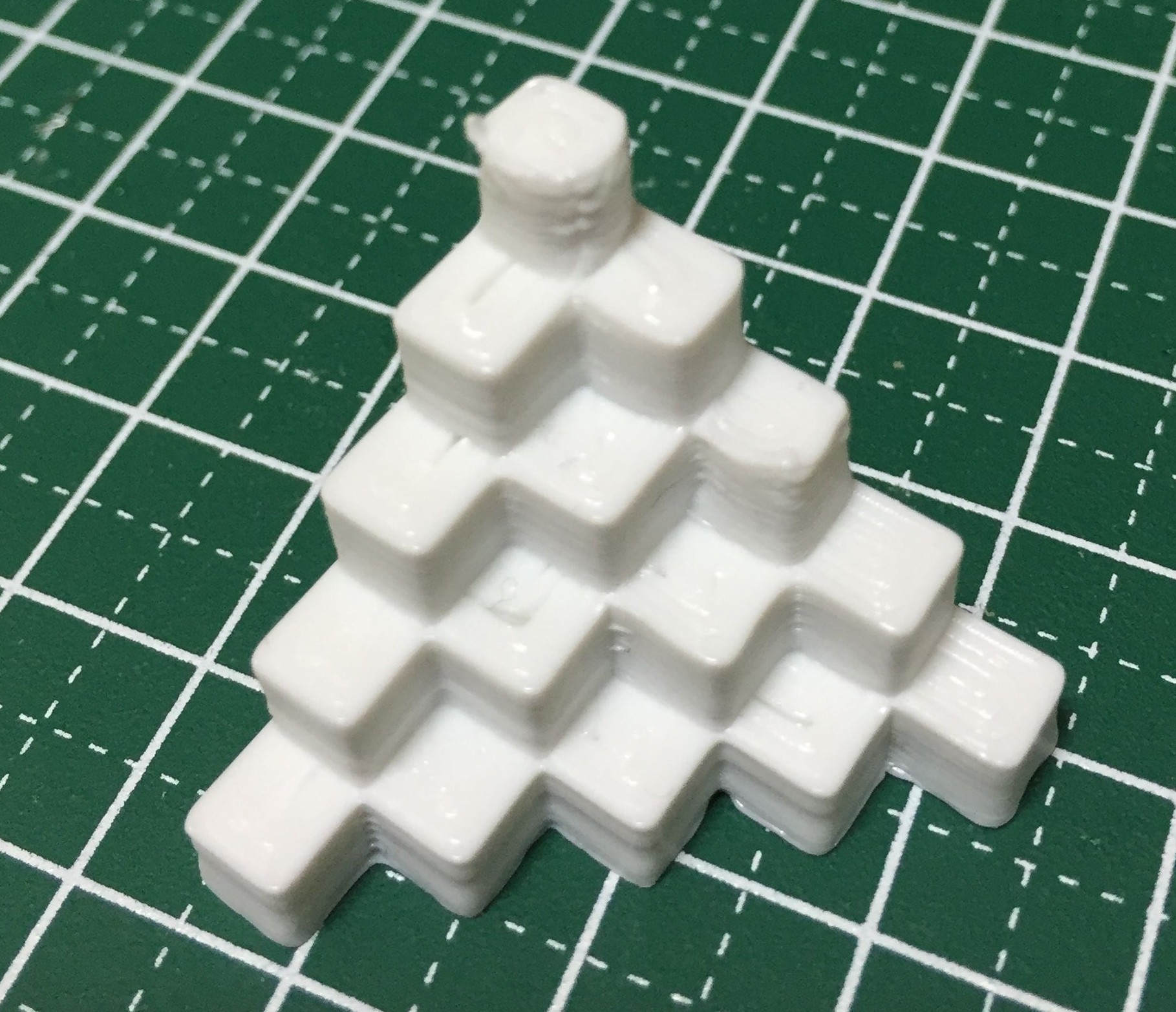
まず、PolyPlus PLA。ノズル温度205度(第一層210度)、テーブル温度65度(PLAなので室温でも可)。プリント設定はpolymax.iniと一緒。リトラクションが7mm。上に行くにつれて、造形物の冷却が追いつかなくなり、変形している。
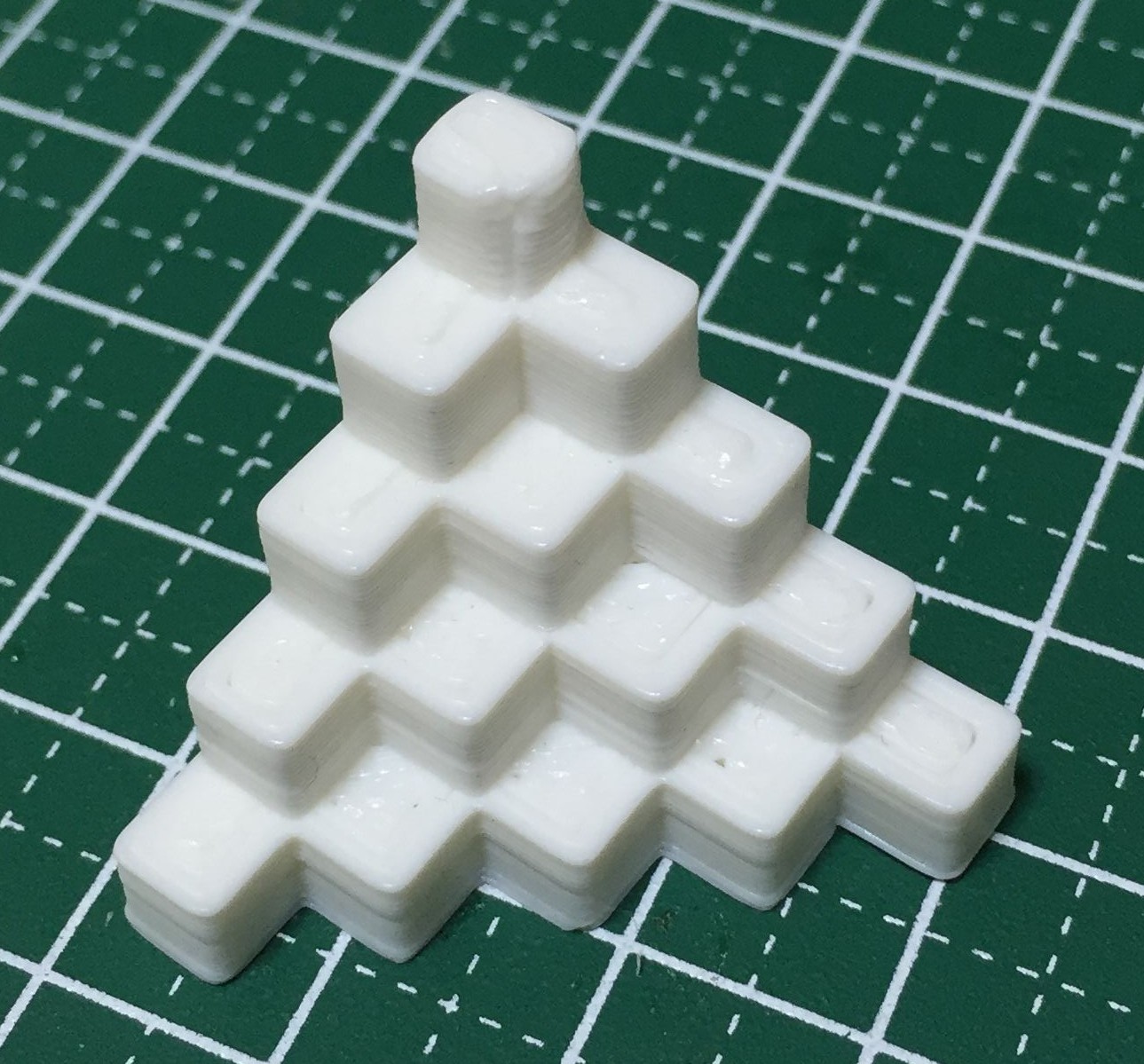
次に、Aspectek PLA。ノズル温度177度(第一層175度)、テーブル温度65度。プリント設定はpolymaxと一緒。PolyPlus PLAよりも白い。リトラクションも7mm。これも同じように上に行くにつれて冷却が追いつかなくなり、崩れている。
WINBO PLA。ノズル温度195度(第一層205度)、テーブル温度は60度。polymaxと一緒の設定で最初印刷したが、どうも射出不良。Amazonのコメントにもあるが
どうも、射出不良は、ほかのユーザーでも起きている。エクストルーダーの押し出し不良の見解を示しているけど、ギヤが滑っている様子でもないし、削りカスとかも溜まっていない。細かく、観察すると、射出不良に陥った後、フィラメントをシリンダーから引き抜いてみると、フィラメントの先が大きく膨らんで、シリンダー・ノズルに溜まりこんでいた(写真とっとけばよかった)。この対策として行ったこと。
- 造形スピードを約半分に落とす(PrintSetting – Speed for print movesの各項目)
- フィラメントをシリンダーに装てんする際、ヘッドの継手から押し込むのを可能な限りゆっくり。
これで、射出不良は改善された。このことから、シリンダーにフィラメントが多く流れ込み、溜まると、ヘッド~シリンダー内に滞留したフィラメントが温度低下でフローが悪くなり、射出不良に陥っていると考えられる。また、このフィラメント自体のフローがPolyMax・Aspectekよりも少し悪いのかもしれない。これで以下のように造形できた。また、長時間の造形にも耐えれるようになった。
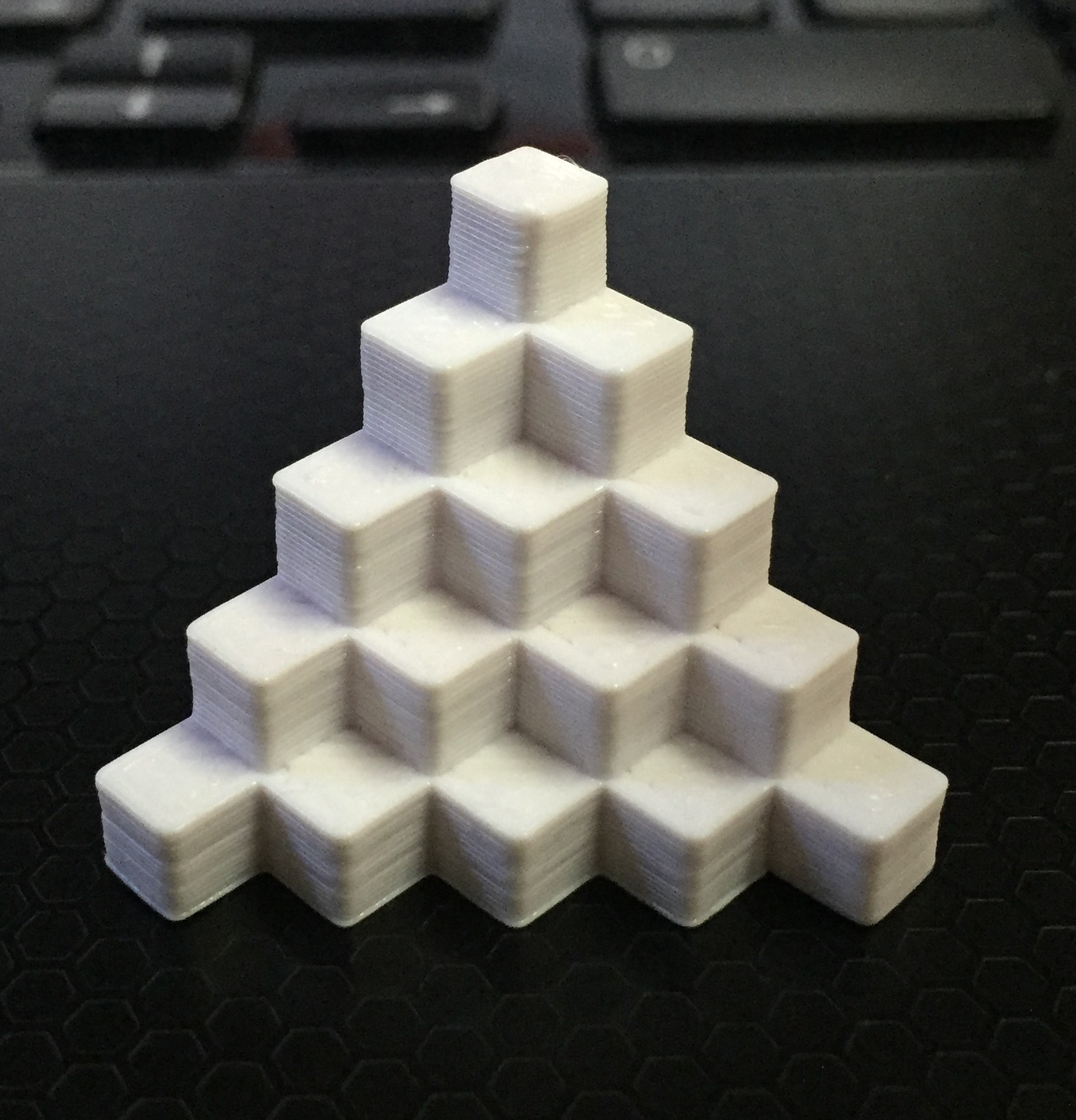

意外なことに、上のキューブもしっかりと造形されている。これはプリントのスピードを落としているから冷却時間を稼げているせいもあるが、それよりも、フィラメントの溶ける温度と固まる温度の幅(差)が、PolyMaxとAspectekのフィラメントよりも小さいことから射出~冷却が短時間で進み、崩れることなく、精度が上がっていると思う。
造形温度の設定に幅があるPolyMax、Aspectekは、簡単設定・ノズル温度もシビアに設定しなくても、射出不良が起こりにくいフィラメントということで、高評価を得ていると思う。しかしながらWINBOのPLAも、うまく扱えば、時間はかかるが、PolyMax、Aspectekよりも精度よく造形できることも同時にわかった結果となった。PolyMax・Aspectekも冷却時間を稼ぐために、離れた場所に冷却するために別な構造物を置いたり、複数の造形を行うことで精度を上げれるだろう。
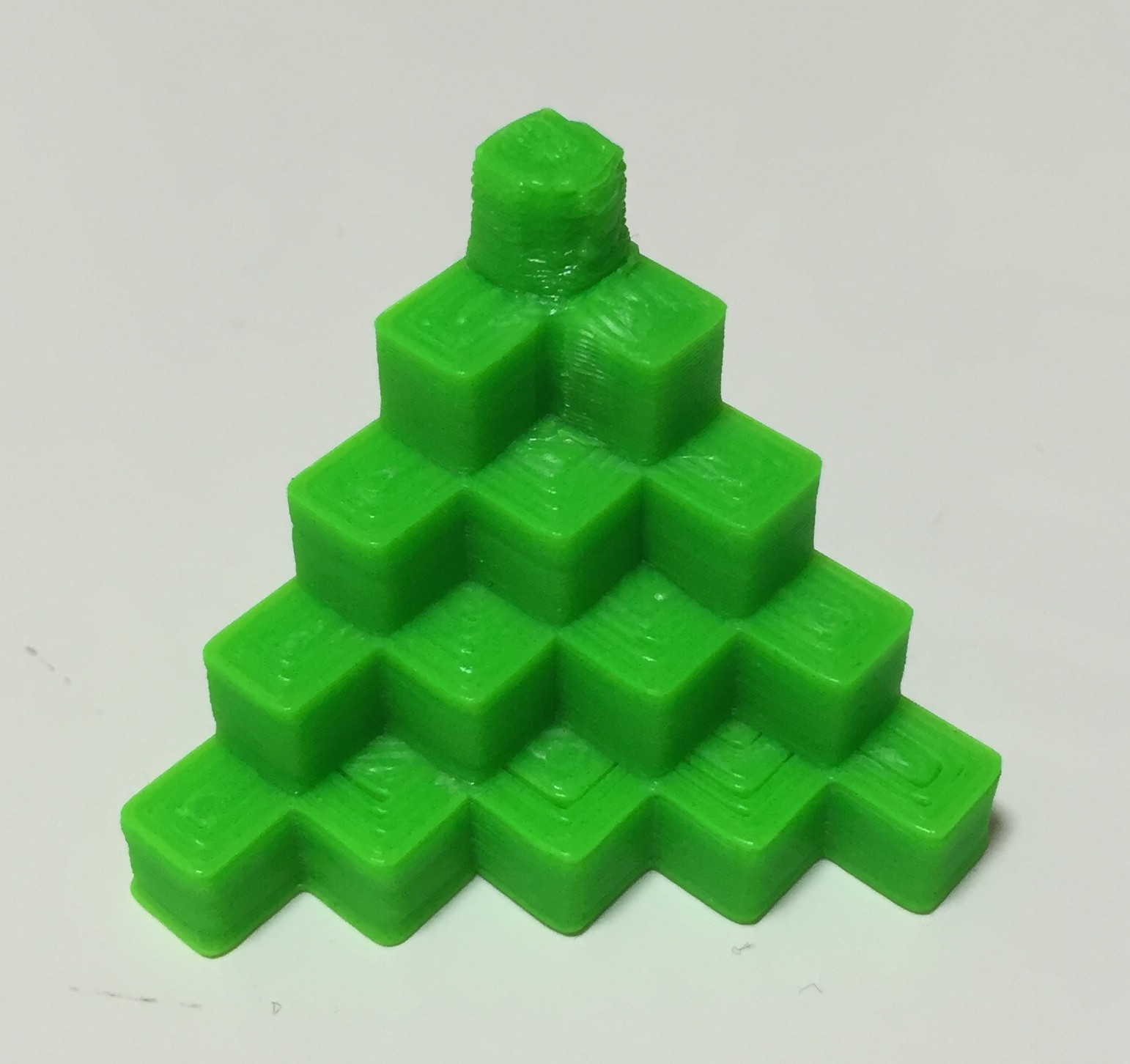
ちなみに、Aspectek ABSでも造形を行って見た。ノズル温度220度(第一層230度)、テーブル温度100度。PolyPlus、Aspectekと同様に上段のキューブが崩れているので冷却が追いついていないと考えられる。
PolyPlus、Aspectek PLA ABSの安定した射出は高評価なのには同意できる。